
ENERSIC600
Gasna analiza za obračunski prijenos (custody transfer) u samo 45 sekundi – sa uključenim mjerenje energije
pročitaj više...Povećajte kvalitetu proizvoda dok smanjujete proizvodne gubitke i potrošnju energije

Predstavljamo vam Endress+Hauser rješenja namjenjena kontroli kvalitete i optimizaciji u procesima u prehrambenoj industriji. U nastavku saznajte više o našim studijama slučaja (ukupno 13 ovdje navedenih) u kojima su predstavljena rješenja i ROI. Naši inžinjeri su spremni da odgovore na vaša pitanja i da , zajedno sav ama, učestvuju u razvijanju rješenja za specifične aplikacije i zahtjeve.

Zašto su potrebni in-line praćenje kvalitete? Zbog:
Zaštite branda pomoću „Kontinuirane kontrole kvaliteta“
Smanjenja rizika gubitka proizvoda bržim odzivom na promjene u procesu
Povećanja raspoloživosti postrojenja zbog manje potrošenog vremena (nema čekanja na laboratorijsku analizu)
Sigurnosnog zapisa putem automatskog prikupljanjem parametara kvalitete.
In-line monitoring kvalitete postižemo kontinuiranim, preciznim i pouzdanim Endress+Hauser mjerenjima. Ovdje su samo neki od parametara u našem portfoliju:

Da biste se približili idealnom procesu i u slučaju promjene sirovina i procesnih uslova:
Za nastavak price o in-line monitoring procesa važan aspekt je diferencijacija preciznosti i ponovljivosti. Zbog toga je važno razumjeti razliku između pojmova koji u ovom, širem kontekstu nisu sinonimi.
Tačnost mjerenja je stepen blizine mjerenja količine s stvarnom vrijednošću te količine
Ponovljivost ili Preciznost, je stepen do kojeg ponovljena mjerenja u nepromijenjenim uslovima pokazuju iste rezultate
Online mjerila moraju se suočiti s okolnostima u proizvodnji, robusniji su, ali manje precizni od laboratorijskih senzora. Ali ponovljivost omogućava stvaranje visokokvalitetne automatizacije procesa
Inline kontrola kvalitete je savršeno “pojačanje” laboratoriji za poboljšanje procesa. Sa in-line mjerenjem dobijate benefite poput:
Kao zaključak, kada je u pitanju odnos Lab:in-line mjerenje: konačna provjera kvalitete ostaje u labu ali laboratorija nije namjenjena za optimizaciju procesa – već Endress+Hauser instrumentacija!
Procjenite koja se laboratorijska mjerenja mogu nadopuniti on-line ili na-liniji mjerenjima - Odredite vrijednost mjerenja kroz vrijeme ili u slučaju da postoji proizvod izvan specifikacije.
Primjeri:


Primjeri in-line kontrole kvalitete:
CASE STUDY 1: Mjerenje viskoznosti - Promass 83I
Proizvod: Tijesto
Zadatak: Održavati viskozitet tijesta sve dok se ne dobije potrebna debljina premaza
Postupak: Tijesto koje se sastoji od brašna, vode i aditiva se mješa dok se ne postigne ispravna viskoznost. Promass 83I je instaliran u bypassu miješalice. Čim se dostignu specifikacije, tijesto se dovodi u proizvodni tank za obradu.
Prednosti:
Informacije o viskoznosti, gustini i temperature
CASE STUDY 2: Flaširanje i punjenje

Ova mjerenja su posljednja stepenica za osiguranje kvalitete proizvoda
CASE STUDY 3: Hidro kuhalo za konzerviranu hranu – održavajte siguran nivo dezinfijensa
Dezinfekcijsko sredstvo u Hidro huhalu (Retort) mora biti kontrolisano kako bi se osigurala sigurnost hrane, a predoziranje dezinfekcijskim sredstvom može uzrokovati koroziju i rasipanje hemikalija, premalo može ugroziti sigurnost hrane
Zamjena uzoraka sa Endress+Hauser instrumentacijom rezultirala je godišnjom uštedom od preko 20.000 BAM samo na troškovima dezinfekcije
Dodavanje prečišćene vode na bazi TDS-a štedi potrošnju toplotne energije i stvara manje otpadne vode
Važan aspekt cijele priče je jednostavan pristup podacima za dezinfekciju i kvalitetu vode za svaku seriju i tako dobijemo kontinuirano unaprjeđenje procesa
Eliminiranje 2 uzorka na sat oslobodilo je laboratorijskog radnika te i na taj način imamo manje troškova.
Kada govorimo o mjerenjima u ovoj aplikaciji onda su to kontinuirana mjerenja slobodnog hlora, pH i vodljivost su mjereni.
Za kraj, ono što gotovo uvijek najviše interesuje službu nabave svakog kupca je ROI. U ovom slučaju sistem sebe otplaćuje unutar 6 do 7 mjeseci
CASE STUDY 4: °Brix mjerenje šećernih otopina

Instrument: Promass 83S
Medij: Žestoka pića
Problem:
Benefiti:
- Zaštita podataka zaštićenih recepata
- Smanjeno ručno uzorkovanje
CASE STUDY 5: Kontrola slanosti rasoli - Liquiphant gustoća
Endress+Hauser proizvod: Liquiphant gustoća (vibro-viljuška) + senzor temperature
Zadatak: Osigurati kontinuirano mjerenje saliniteta slane vode u stepenu Baumé ili ˚SAL (Prethodno mjerenje / referenca: ručni potop, salometar))
Proces: Rasol (slana voda) se koristi za konzerviranje, sušenje, kiseljenje mesa, ribe, sira i druge hrane, a ponekad se koristi i kao rashladno sredstvo. Ispravan salinitet presudan je za krajnji kvalitet i troškove rada.
Benefiti: Stabilan kvalitet proizvoda, bez gubitaka u proizvodnji, smanjenje ručnog ispitivanja

CASE STUDY 6: Jabukovača – optimizacija procesa fermentacije
Endress+Hauser proizvod: Liquiphant gustoća (vibro-viljuška) + temperaturni senzor
Zadatak: Pratiti brzinu fermentacije koja se koristi za kontrolu temperature i za doziranje šećera tokom fermentacije od 2 sedmice
Proces: Jabukovača se fermentira u spremnicima od 10m, a šećer se dodaje u fazama. Tokom fermentacije kontroliše se temperatura.

Benefiti:
Ugradnja na 12 spremnika
Troškovi energije : 32,000 BAM/godina
Lab testovi: 44,000 BAM/godina
Ukupno:: 76,000 BAM/godina UŠTEDA
CASE STUDY 7: Kontrola fermentacije u vinariji – Liquiphant gustoća
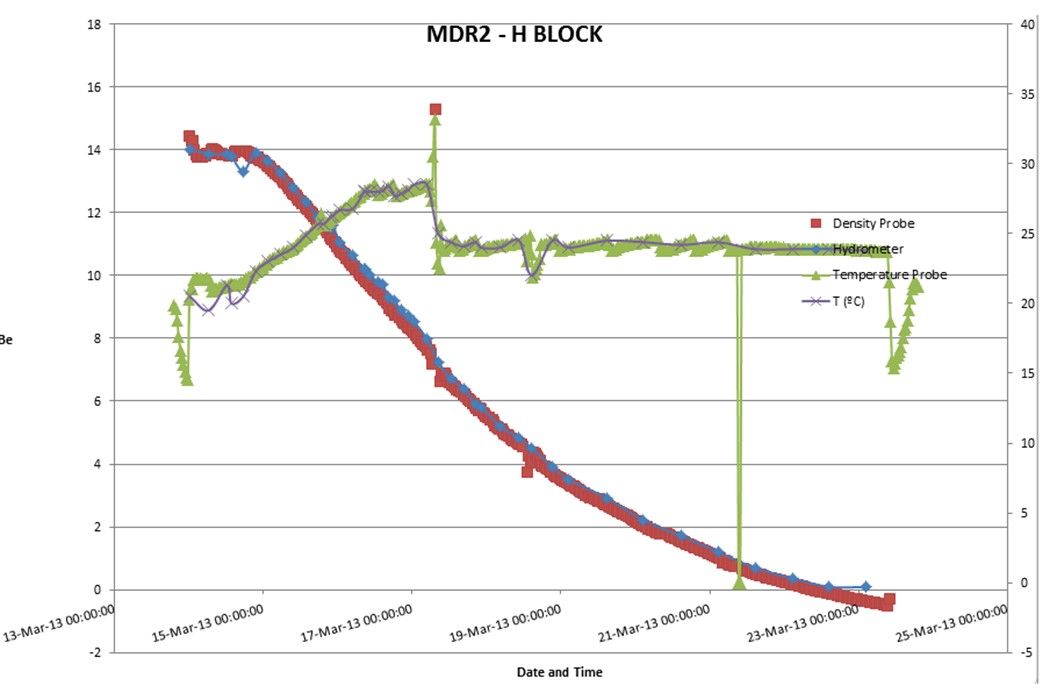
Eliminisano je 8 x satno ručno mjerenje hidrometra, istovremeno pružajući manji rizik da fermentacija „pobjegne“
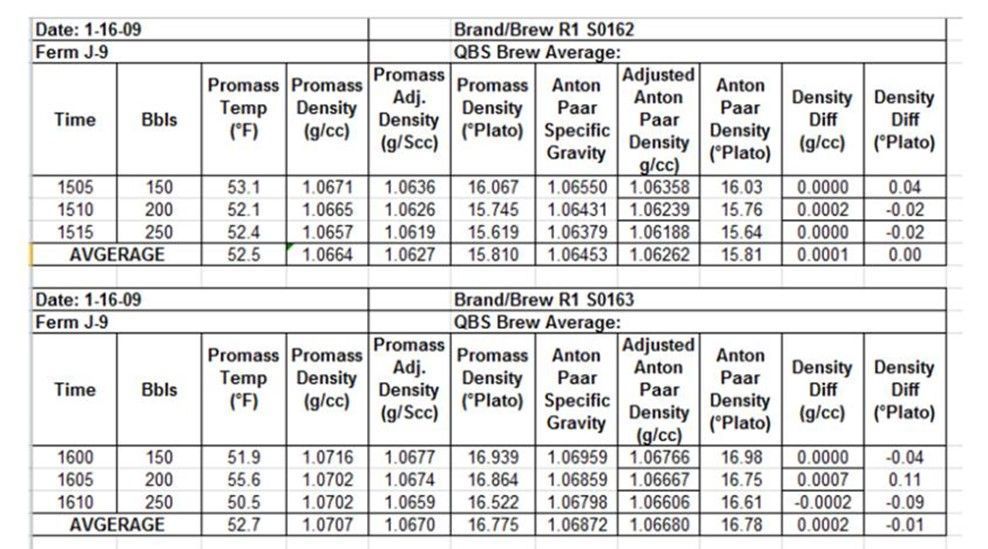
CASE STUDY 8: Plato mjerenje sladovine u pivari

Mjerenje vruće i hladne sladovine u pivari su vrlo važna za postizanje najboljeg kvaliteta i prinosa uz očuvanje prostora i energije rezervoara Endress+Hauser Coriolisov protok mase - Promass F ili Q omogućava kontinuirani protok platona, volumena i mase.
Test performansi uspoređujući Promass F sa denzitometrom:
CASE STUDY 9: Proizvodnja sladoleda – detekcija medija sa Liquiphant-om

Zadatak:
346 šarži godišnje (65 BAM/ šarža) = 22.400 BAM
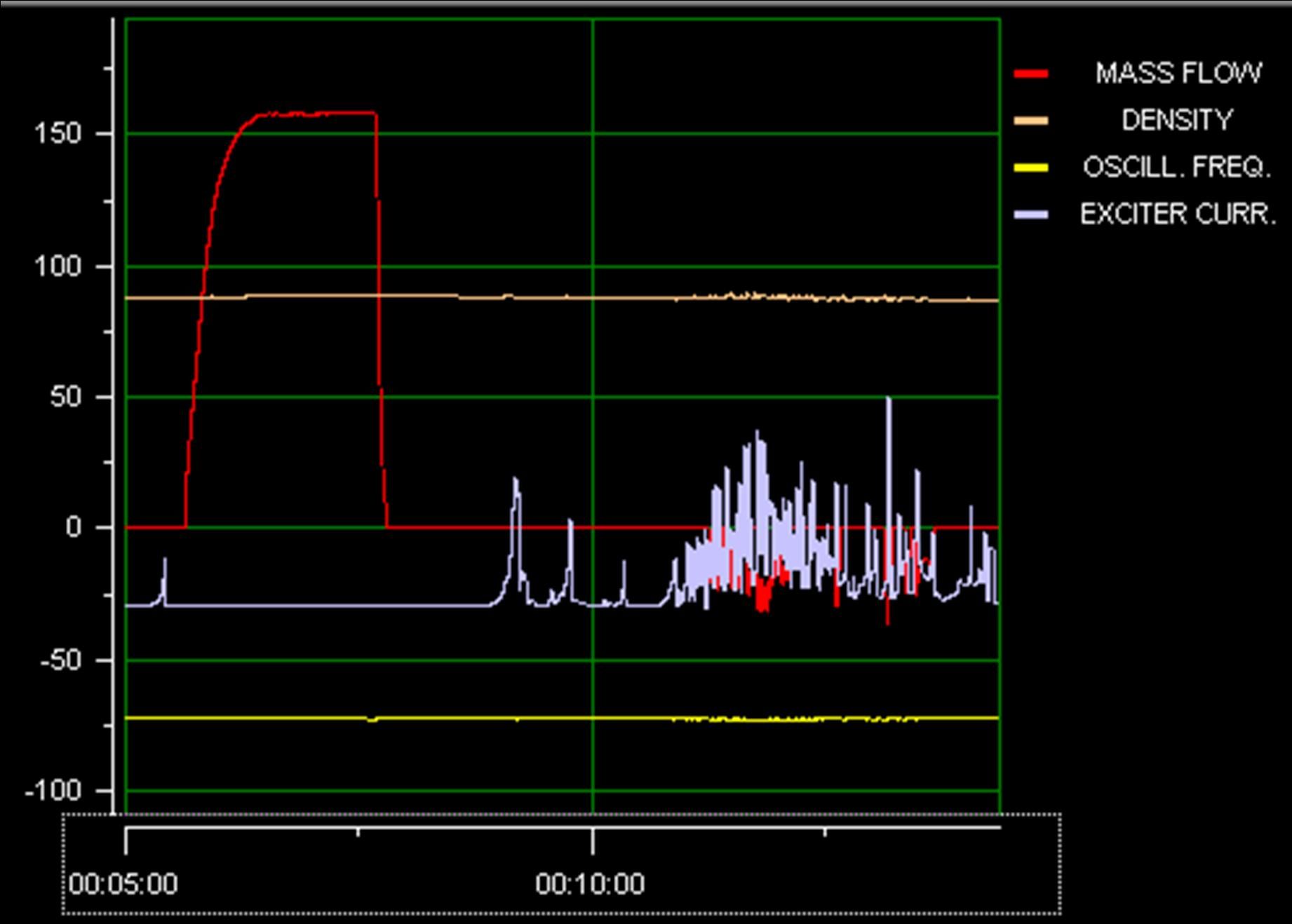
Primjer: u normalnim uslovima, dijagnostička vrijednost pokazuje 8 (nazivna vrijednost) što ukazuje na oscilaciju cijevi u dobrom rasponu. Ako se zrak iz kavitacijske pumpe, prazan rezervoar za balansiranje ili curenje zraka pojave u sistemu, dijagnostička vrijednost će se povećati - koristite ovo za trend, postavite alarm ili poduzmite korektivne mjere odmah.
Upotrijebite istu funkciju za poboljšanje preciznosti kada počinjete sa prazne linije. Dodijelite dijagnostički signal za izlazi povećanje priitiska tokom pokretanja, a zatim postepeno smanjujte povratni pritisak da ne utječe na kapacitet protoka nakon što nestane zraka.
A sada se opet vraćamo na studije slučaja…
CASE STUDY 10: Poboljšano vrijeme miješanja, smanjenje vremena za uzorkovanje

Proces: Paradajz pire – razblaživanje
Izazov: Nakon upuštanja, ispiranja vode i razrjeđivanja tečnosti u gustu pastu, dodaje se dodatna voda u traku za miješanje ili spremnik za standardizaciju kako bi se postigla ciljna vrijednost Brix-a. Na osnovu dodavanja vode ili pirea postiže se zadana vrijednost. Ovo zahtijeva pravovremenu recirkulaciju i ručne uzorke kako bi se osigurala kvaliteta.
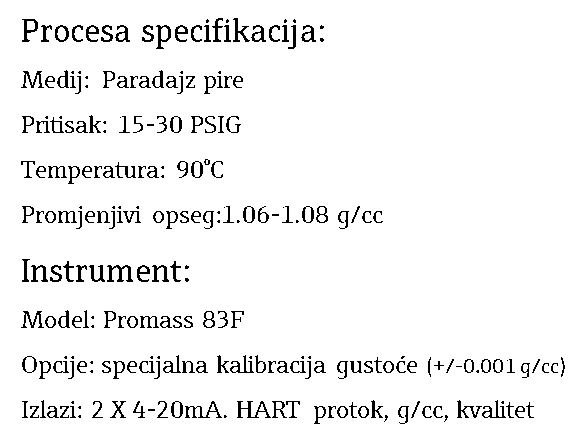
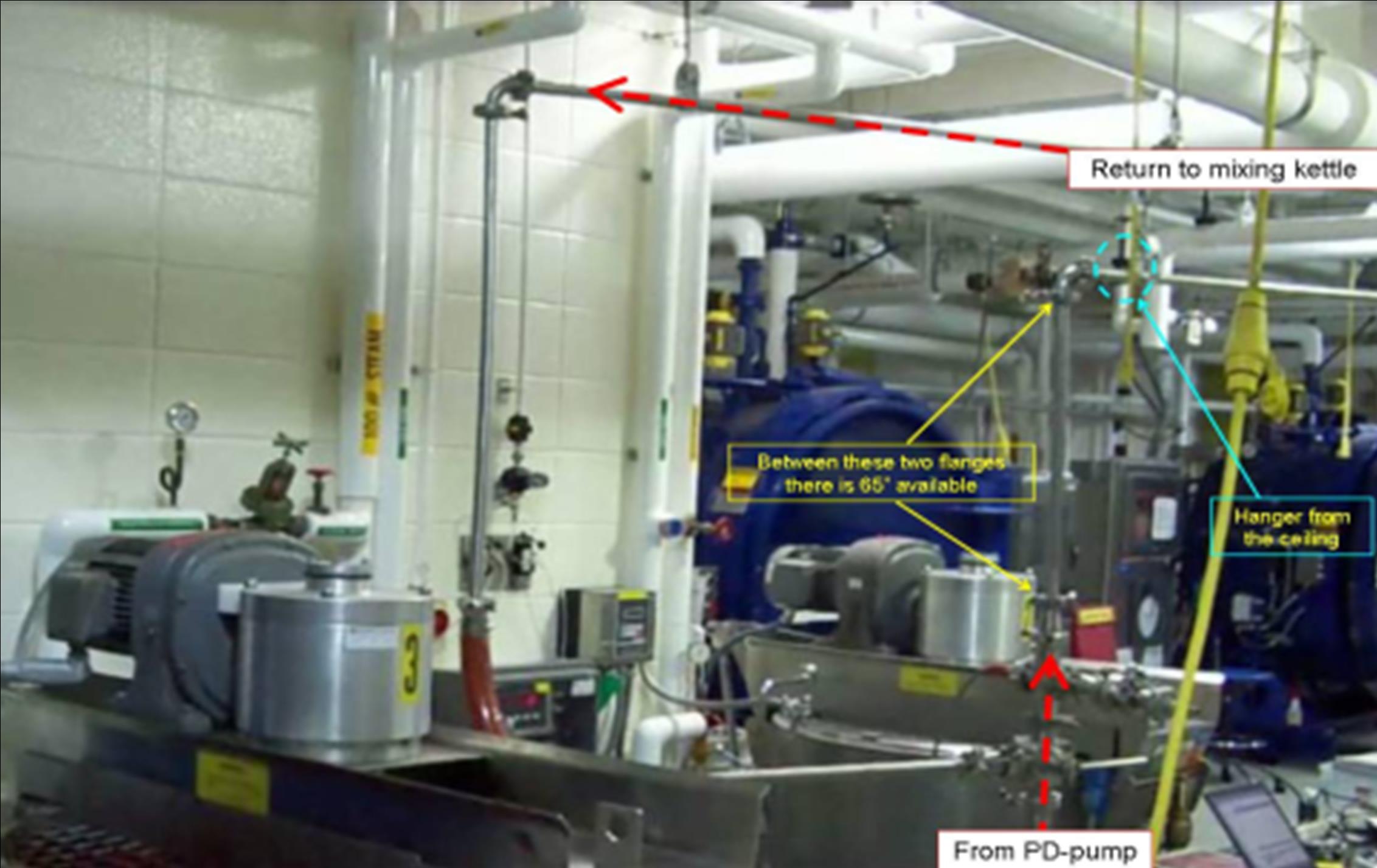
Rješenje: Instaliranjem Endress+Hauser Promass F sa Premium Density Calibration postavljena vrijednost od +/- 0,2 ° Brix može se izmjeriti bez ručnog uzorkovanja. To smanjuje ili eliminiše potpuno ručno uzimanje uzorka, kao i skraćuje postupak standardizacije u ciklusima finog razrjeđivanja. Promass ne zahtijeva bypass ili skupi sistem uzorkovanja, ne zahtijeva periodično ponovno kalibrisanje i može izdržati CIP čišćenje.
CASE STUDY 11: OUSAF11 fazna separacija u proizvodnji sira

Primjer:

CASE STUDY 12: Da pravo pivo ide u pravu bocu

Izazov u mnogim pogonima za proizvodnju hrane i pića jeste kako osigurati da ispravan proizvod ode na ambalažu.
U ovom primjeru, zanatskoj pivari je bio potreban jednostavan način kako bi osigurali pravo pivo u boci
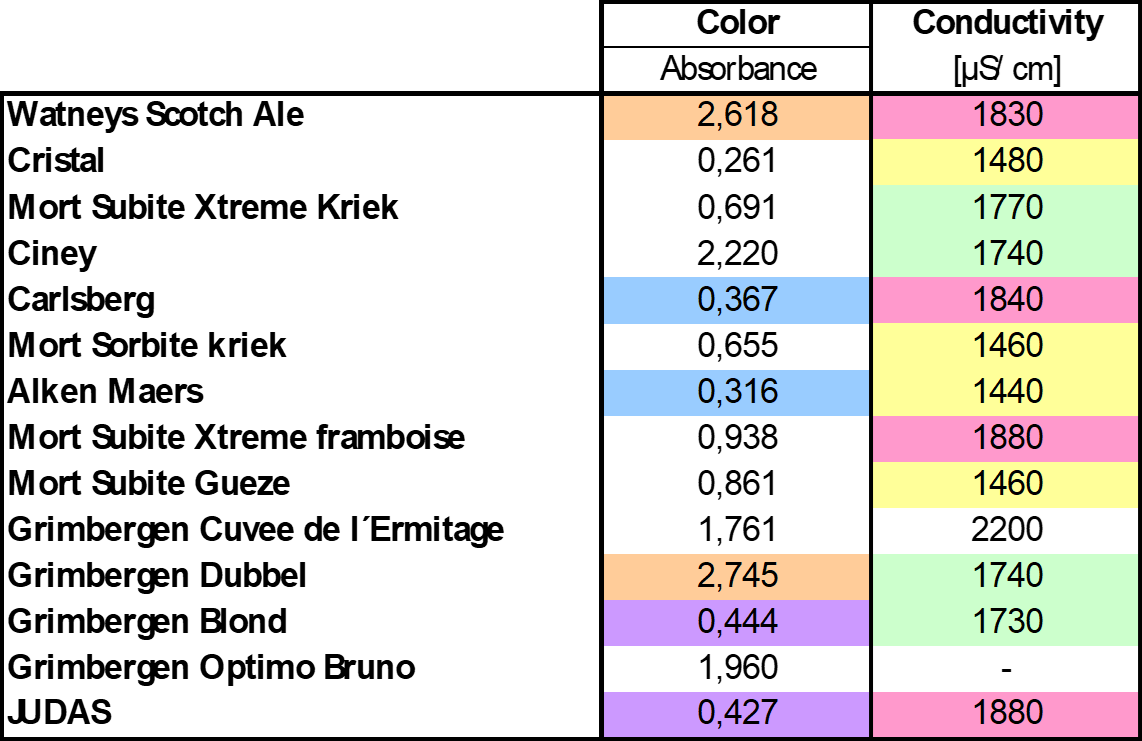
Tradicionalno se koristi provodljivost, ali nekoliko piva ima slične vrijednosti vodljivosti.
Rješenje je bilo kombinovati vodljivost s “mjerenjem” boje da bi se kreirala jasna diferencijacija.
Slika 1. OUSAF22 Optički senzor boje slika 2. CLS54 senzor vodljivosti

Poređenje boja i provodljivost piva
Samo jedno mjerenje nije dovoljno za preciznu. (Obojena polja pokazuju slične vrijednoidentifikacijusti) Kombinacija metoda je neophodna!
Mjerenje boje piva

CASE STUDY 13: Praćenje boje ulja prije pakovanja
Praćenje boje ili čistoće finalnog proizvoda prije pakovanja ili praćenja sadržaja hlorofila, kontrola kvaliteta izbjeljivačkog procesa
Klorofil je komponenta koja ulju daje zelenu nijansu, a dobiva se iz nezrelih sjemenki i treba ih ukloniti praćenjem izbjeljivanja boje kako bi se osigurala kontrola kvalitete ovog parametra.

Naše rješenje:
OUSAF22 senzor boje koristi tehnologiju optičke apsorpcije za mjerenje čak i najmanjih promjena boje proizvoda kako bi se utvrdila kvaliteta.
OUSTF 10 senzor raspršene zamućenosti svetlosti pruža visoko osetljiva mjerenja nerastvorenih čvrstih materija.
Benefit za kupca:
Inline monitoring kvalitete i kontrole kvalitete
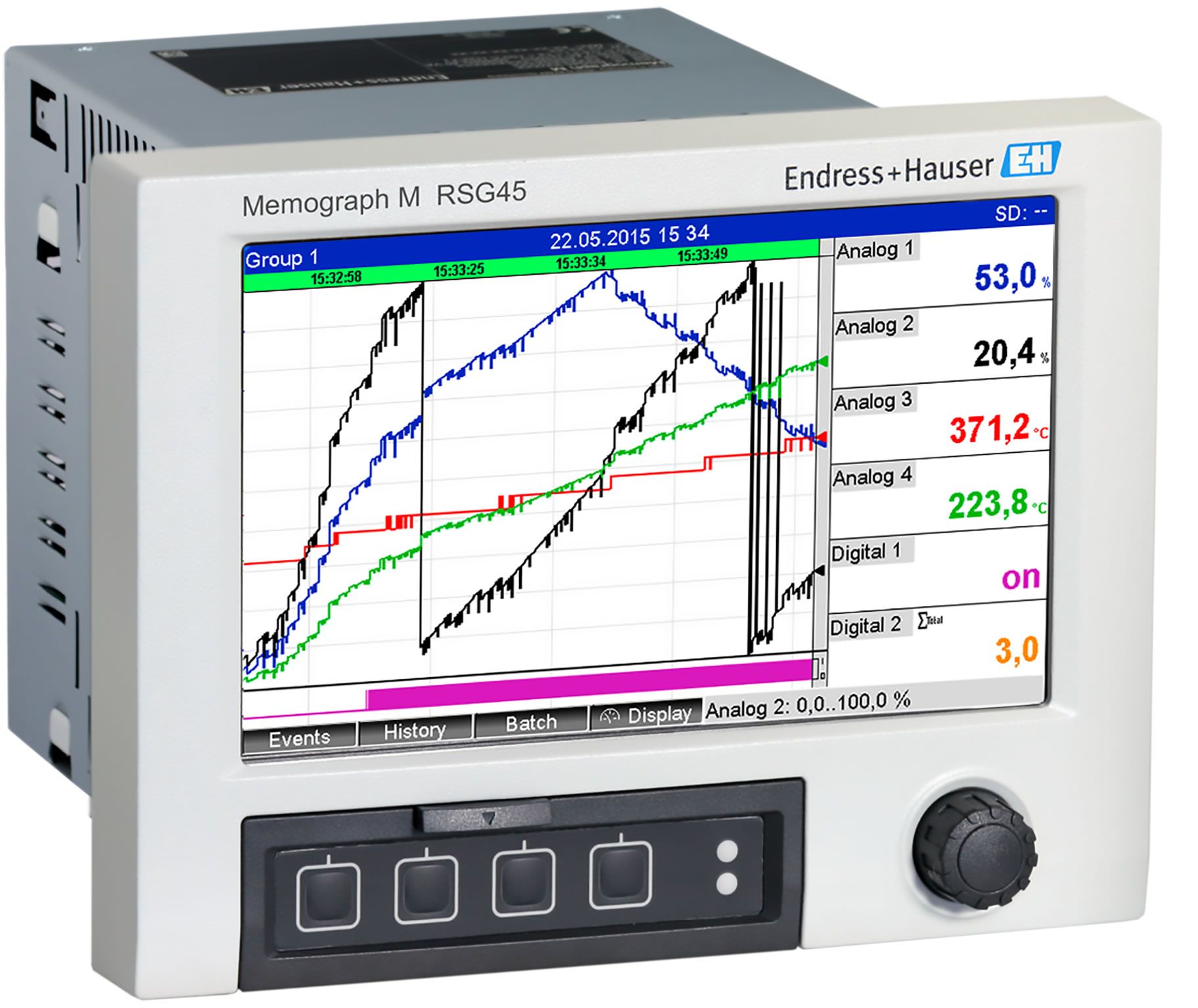
RSG45 snimač podataka:
Ispunjavanje IT sigurnosnih zahtjeva za FDA 21, dio 11
Tačnost i ponovljivost su vaši prijatelji, osigurajte da su instrumenti kalibrisani i da odgovaraju aplikaciji. Koliko vas 0,5% mjerna nepreciznost košta tokom godinu dana proizvodnje?
Primjer: jednostavno mjerenje temperature na UHT-u. Stvarna temperatura je 141 C, ali temp senzor pokazuje 140 C.
Razlika od 1 °C = gubitak pare od 44lb/h.
IBEJ servis je akreditovani Endress+Hauser service and calibration provider. Mi smo vaša adresa za kalibraciju na licu mjesta!
1 °C je jako skup
ROI: 44lb/h x 2000h x BAM 0.046/lb= 4.046 BAM gubitka energije godišnje
Tipičan dizajn sistema za nadgledanje komprimovanog vazduha
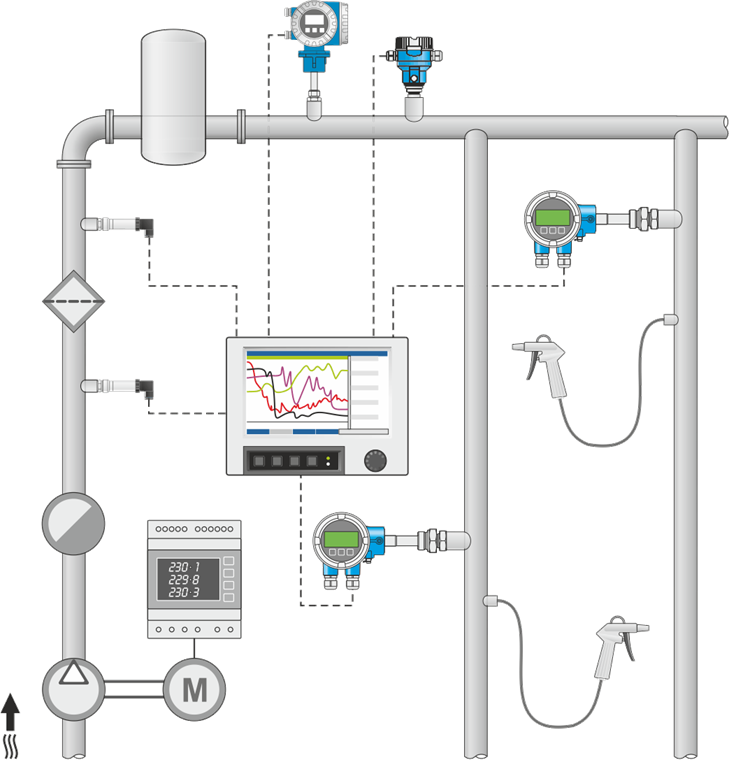
30% komprimiranog zraka se gubi zbog curenja ili praznog hoda
1 x 75 kW kompresor, vrijeme rada: 4,000 h/g sa 4 potrošača (grane)
Izvori gubitka energije:
(Može se eliminisati, ušteda energije oko 5%)
(Štedi oko 5% energije)
Gasna analiza za obračunski prijenos (custody transfer) u samo 45 sekundi – sa uključenim mjerenje energije
pročitaj više...
Modularni sistem s više od 6.000 instalacija širom svijeta. Jedan uređaj, sedam metoda detekcije, sve industrije.
pročitaj više...
Neinvazivno mjerenje temperature S ponosom Vam predstavljamo iTHERM SurfaceLine TM611, uređaju koji je u 2026 godini osvojio prestižnu nagradu, "Control Engineering Product of the Year" u kategoriji mjerenja i senzorske tehnologije.
pročitaj više...